彩笔生产流程Witness建模与仿真
(二)
3.3 元素详细设计
(1)Part元素详细设计
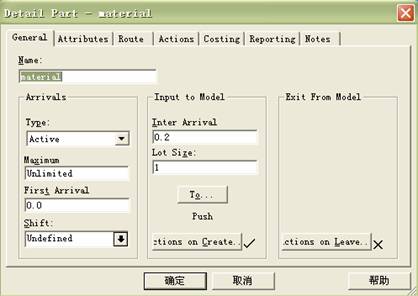
双击material,打开详细设计对话框,如图13所示,在type栏选择active,说明material是主动进入系统的;在inter arrival栏中输入0.2,说明material是以每件0.2min的时间进入系统,lot size表示每次进入系统的批量为1.点击确定完成设置。
图13 material详细设计对话框
(2)Machine元素详细设计
(a)Shape机器详细设计
双击shape机器打开详细设计对话框,在Cycle Time栏中输入加工时间0.2。
由于shape机器运行时有故障出现,所以需要对机器故障进行设置。打开详细设计对话框的breakdown选项卡,出现如图14所示对话框。该对话框可以分为
故障项目、故障模式、故障延时组成。故障项目:可以点击![]() 或
或![]() 图标对
故障项目新建和删除操作;
图标对
故障项目新建和删除操作;
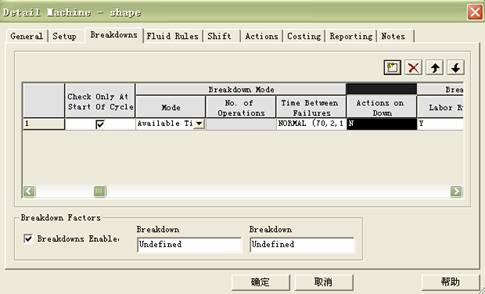
图14 breakdown 详细设计对话框
故障模式Breakdown Mode,witness对机器划分了三种 故障模式:
Available time,在这种模式下,WITNESS累计机器在系统中的所有时间,既包括加工时间也包括等待零部件的时间,既包括当班时间也包括下班时间,一旦达到指定的 故障时间间隔,则不论是否被使用,机器都将发生故障事件。
Busy time,在这种模式下,WITNESS只累计机器的加工时间,也就是机器的busy state时间。一旦指定的故障时间逝去,将发生故障事件。使用这一模式,机器仅仅会在其加工状态或即将要进行加工时,才会发生 故障。
No of Operations,在这种模式下,WITNESS累计机器从刚刚发生的 故障事件结束到现在已经完成的加工零件数量,如果数量达到指定的故障间隔数量,则机器将发生故障事件。在这种模式下,故障将发生在加工结束的时间点上。
故障间隔时间Time between failures,设定机器前后两次 故障的时间间隔,该数值的设定同故障模式相对应:
模式为Available time 或Busy time 时,决定故障间隔的数据为Time between failures,用来指定两次失效的时间间隔;
模式为No of Operations 时,决定故障间隔的数据为Number of operations,用来指定两次失效的产成品的数量间隔。
故障延时Breakdown Duration,用来指定机器的 故障需要花费多长的时间来进行维修以及需要怎样的劳动者协助。修复时间值直接输入到Repair time下的文本框,劳动者设定需要通过点击“Labor”,在弹出式Labor rules编辑框中进行编写。
Shape机器 故障详细设计:
新建故障项目,在mode下拉菜单中选择available time,Time between failures栏下输入NORMAL(70,2,1),在labor rule栏下输入labor,repair time栏下输入LOGNORML(10,2,1),点击确定完成设置。
(b)Coloration机器详细设计
双击coloration机器打开详细设计对话框,在cycle time栏中输入加工时间0.1。
由模型描述可以知道,在该机器每加工完成300支彩笔时要更换涂染颜色,所以我们需要调整设备时间,打开steup选项卡,出现如图15所示对话框。该对话框可以分为调整项目、调整模式、调整间隔组成
,可以点击![]() 或
或![]() 图标对
故障项目新建和删除操作;
图标对
故障项目新建和删除操作;
图15 Setup详细设计 对话框
调整模式Setup Mode,Witness对机器划分了三种调整模式:
(1)No. of operations,在经过了指定次数的操作后,机器要进行一次调整。设定机器的调整模式为No. of operations之后,决定调整间隔的数据有两项:一项是Number of operations,指定两次调整之间的作业次数;一项是Ops to first setup,指定第一次调整发生在多少次操作之后。
(2)Part change,如果机器更换加工零件的种类,则需要进行一定的调整。例如不同的零件需要不同的刀具。
(3)Value change,当某一指定的变量值发生变化时,机器需要进行调整。设定机器的调整模式为Value change之后,决定调整间隔的数据是expression,需要输入一个变量名。
调整间隔Setup Duration,用来指定机器的调整需要花费多长的时间以及需要怎样的劳动者协助。时间值直接输入到Setup time下的文本框,劳动者设定需要通过点击“Labor”按钮,在弹出式Labor rules编辑框中进行编写。
Coloration机器调整详细设计如下:
新建调整项目,在mode栏下选择No. of operations模式,在No. of operations栏下输入300,Ops to first setup栏下输入3, 在labor rule栏下输入labor,在setup time下输入uniform(1,2,1)。单击确定完成设置。
(c)pack机器详细设计
双击pack机器,打开详细设计对话框,如图16所示,在type栏中选择assembly,表示这台机器属于装配模式,有多个零件进入,一个零件输出。在input quantity栏中输入10,表示10个彩笔包装成1盒。Cycle time中输入0.3。在action on finish栏中输入“output=output+1”,点击确定完成设置。
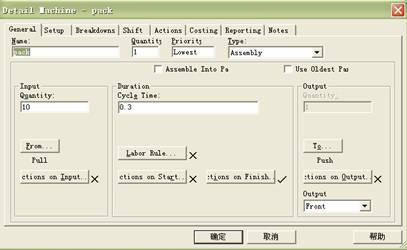
图16 pack机器详细设计
3.5 元素逻辑规则设计
(1)Part元素逻辑规则设计 :
单击material图标,选择element工具栏中的visual
input rule图标![]() ,单击B1图标,点击Ok确定。
,单击B1图标,点击Ok确定。
(2)Machine逻辑规则设计
单击shape图标,选择element工具栏中的visual input rule图标
,单击B1图标,点击Ok确定。选择
图标,单击B2,点击ok确定。
单击coloration图标,选择element工具栏中的visual input rule图标
单击pack图标,选择element工具栏中的visual input rule图标
4. 运行模型
点击![]() ,运行系统100min。模型100min之内加工完成45包彩笔,但是B1处存在大量的在制品库存,如图17、18所示,这是由于原材料主动进入系统,而shape没有及时加工完成导致的。
,运行系统100min。模型100min之内加工完成45包彩笔,但是B1处存在大量的在制品库存,如图17、18所示,这是由于原材料主动进入系统,而shape没有及时加工完成导致的。
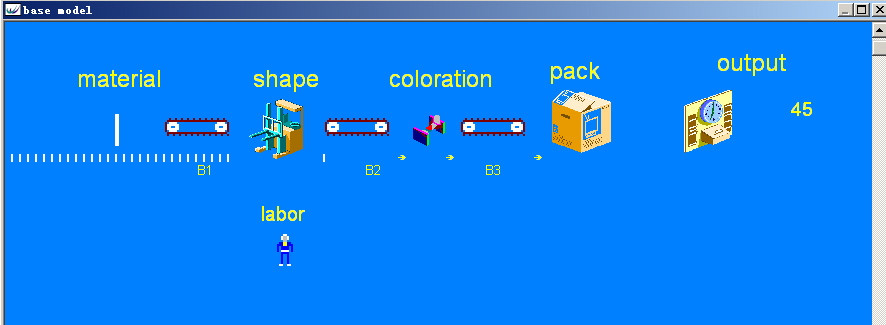
图17 模型运行结束界面
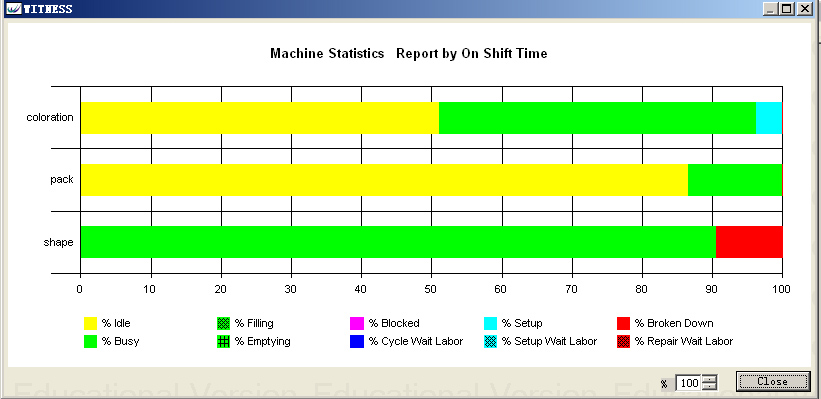
图18 模型运行结束机器设备统计数据
通过模型元素统计报表,可以获得问题要求的数据:
(1)工序的状态比率
参看图18
(2)缓冲区平均存量
B1、B2和B3的平均存量为:27.98、0.35、0.03,可以看出B1后的设备Shape是系统瓶颈。
(3)工人忙率
工人忙率:13.2%,相当的空闲
(4)系统产量
产量为45盒,即总计450只粉笔。
思考题:
将Shape数量修改为2,运行仿真模型,查看产量增加了多少?此时又是什么原因造成了产量瓶颈?
备注:
NORMAL(正态分布):
该函数提供服从正态分布的样本值,返回值为实数。该函数是应用最为广泛的一种分布,分布曲线关于均值对称的,经常运用于工作时间围绕均值波动的随机情况。
语法结构:
NORMAL(Mean,SD,stream,substream)
参数:
Mean: 分布均值,实数;
SD:标准差,实数;
stream,substream:为随机数流,整数,可以省略。
分布曲线:
函数调用示例:
X = NORMAL (10.0,3.0,1,78)
X = NORMAL (5.0,2,2)
LOGNORML(对数正态分布)
该函数提供服从对数正态分布的样本值,返回值为实数。如果某一变量的样本数据的对数服从正态分布,那么该变量就是服从对数正态分布。
语法结构:
LOGNORMAL(Mean,SD,stream,substream)
参数:
Mean: 分布均值,实数;
SD:标准差,实数;
stream,substream:为随机数流,整数,可以省略。
分布曲线:
当mean=1.65, SD=2.16时,分布曲线如下图:
函数调用示例:
R = LOGNORML(1.65,2.16,1)
R = LOGNORML(1.65,2.16,1,789)
UNIFORM():
该函数提供服从均匀分布的样本值,返回值为实数。用于等概率获得指定范围内的数值。
语法结构:
UNIFORM(min,max,stream,substream)
参数:
min:最小值,实数;
max:最大值,实数;
stream,substream:为随机数流,整数,可以省略。
分布曲线:
函数调用示例:
R = UNIFORM(3.0,8.0,1)
R = UNIFORM(3.0,8.0)