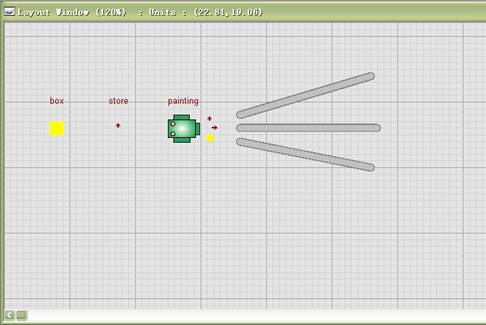
图1 模型最终界面
油漆分流作业仿真模型
一、 模型描述
有一个油漆工序油漆一种立方体的箱体,客户提供的箱体长宽高各不相同,油漆工序为每个箱体油漆的时间由箱体的面积决定。根据以往的统计数据:客户提供箱体的时间间隔服从(10,20)小时的均匀分布,批量服从[8,15]的整数均匀分布,箱体长宽高分别服从(10,20),(15,30),(10,25)的均匀分布,油漆时间(分钟)是表面积的均方根,Witness仿真模型下载。
建立该模型主要有以下目的:
Function/attribute元素的使用;
自定义part图标;
系统属性pen的运用;
分流输出设计;
均匀随机分布函数uniform和整数均匀随机分布函数iuniform的使用;
二、 模型建立
2.1 模型最终界面
模型最终界面如图1所示:
图1 模型最终界面
2.2 元素说明
在该模型中,我们用part元素表示主动进入系统的零件,用store代表零件进入系统后存放的缓冲区,用machine元素代表加工零件的机器。除此之外为了为每一个进入系统的零件进行长、高、重量的属性进行赋值,我们需要3个属性(attribute)元素length、width、height分别代表上述3个零件属性。另外,由于机器加工零件的加工时间不同,所以我们还需要一个函数,计算每一个零件的加工时间并赋值给机器的ptime。具体元素详见下表:
表1 元素说明
2.3 元素可视化设计
(1)Part元素可视化设计
Part元素只有box元素,只需对其name属性和icon进行可视化设计即可。Icon图标通过view/picture
galley,选择一空白位置,点击edit选项卡对其图标进行绘画。画出正方形图案。如图1所示。在style属性中选择该图案。
(2)Buffer元素可视化设计
Buffer元素主要对其name属性和part queue属性可视化设计。其中part queue属性选择queue选项中的up选项。
(3)conveyor元素可视化设计
conveyor元素对其name属性和path属性进行可视化设计。如图1所示。
(4) machine元素可视化设计
Machine元素需要对其icon属性、part queue属性以及icon属性(静态图标)、icon(动态图标)进行可视化设计。
2.4 元素详细设计
(1)Part元素详细设计
Part元素详细设计如图2所示:
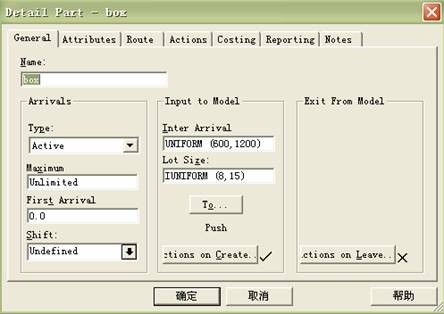
图2 box元素详细设计
其中:
点击“To…”按钮,输入:push to store。
在inter arrival中输入:UNIFORM (600,1200)。表示box进入系统的时间间隔服从600到1200的均匀分布。
在lot size中输入:IUNIFORM (8,15)。表示每次进入系统的box批量数服从8到15的均匀分布。
点击“actions on create”,输入:
Length1 = UNIFORM (10,20)
Width1 = UNIFORM (15,30)
Height1 = UNIFORM (10,25) !表示box的尺寸服从各自的分布。
(2)function元素详细设计
Function元素详细设计如图3所示:
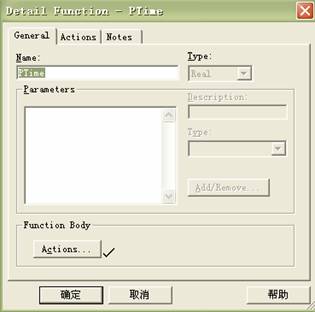
图3 ptime元素详细设计
其中,点击“actions”按钮,输入:
RETURN (2 * (Height1 * Width1 + Width1 * Length1 + Length1 * Height1)) ** 0.5
!表示ptime指的是不同面积的box产品所需的加工时间
(2)machine元素详细设计
Machine元素painting元素具体设计如图4所示:

图4 painting元素详细设计
其中:
“from”中输入:pull from store”,表示painting机器主动向store元素要求box。
“actions on finish”中输入:
DIM xx AS REAL
!定义个局部变量
xx = UNIFORM (0,1)
IF xx < 0.3333
PEN = 1
ELSEIF xx < 0.6667
PEN = 2
ELSE
PEN = 3
ENDIF !表示随机为各个不同的box分配不同的颜色。
“to”中输入:PUSH to Conveyor001(PEN) at Rear !表示不同颜色的box输送到不同的输送链上。
Cycle time中输入:ptime(),表示油漆产品时间服从ptime函数。
(3)conveyor元素详细设计
Conveyor元素包含三个数量。这三个conveyor设置基本相同,现以一条为例介绍。具体设计如图5所示:
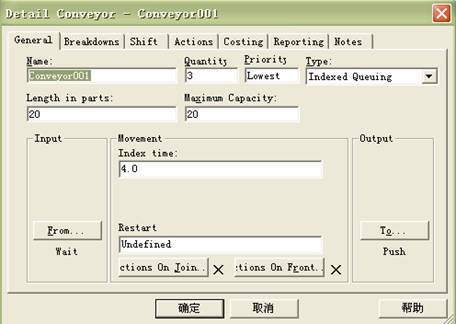
图5 conveyor元素详细设计
其中,点击“to”按钮,输入:push to ship。表示输送链送出的box被送出系统。
三、 运行模型
系统运行7000分钟,结果如表2所示:
表2 系统运行数据统计
上表可以看出,painting机器加工了41件红色的box,25件绿色的box和32件黄色的box。
表3 数据统计
Box在缓冲区中等待的平均时间为232.17min。等待时间过长。