表1 三种产品的生产工序

多产品混合生产系统Route仿真模型
一、 模型描述
有一企业用三种原材料生产三类不同的产品。三种产品的生产工序都不相同,假设该工厂总共有5道生产工序,三种产品的生产工序、进入系统的时间间隔分布以及每道工序所需的加工时间如表1所示,Witness仿真模型下载。
表1 三种产品的生产工序
已知在该模型中第一道加工工序机器数量为3,2,4,3,1;第二道加工工序机器数量为2;第三道加工工序机器数量为4;第四道加工工序机器数量为3;第五道加工工序机器数量为1。
使用Witness建立该模型,运行模型一周:
统计每道工序的机器繁忙率,找出系统的瓶颈所在。
学习该模型的目的:
掌握part元素中route选项的使用。
二、 模型建立
2.1 模型最终界面
模型最终界面如图1所示:
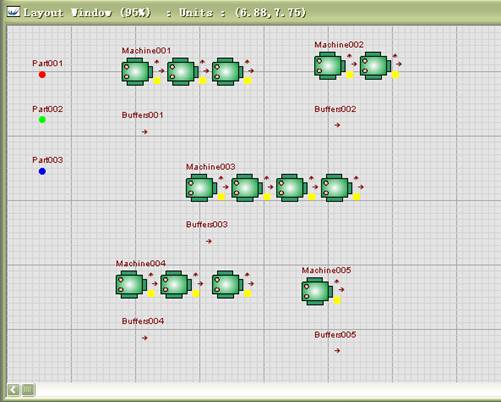
图1 模型最终界面
2.2 元素说明
该模型每道工序都有不同不同数量的machine元素,machine元素前都有buffer元素作为缓冲。具体元素详见下表:
表2 元素说明
2.3 元素可视化设计
(1)Part元素可视化设计
Part元素需对其name属性和style属性进行可视化设计即可。Style属性分别选择红色、绿色、蓝色圆圈图案表示。如图1所示。
(2)Buffer元素可视化设计
Buffer元素对其name属性和part queue属性可视化设计。其中part queue属性选择queue选项中的right选项。
(3) machine元素可视化设计
Machine元素需要对其icon属性、part queue属性以及icon属性(静态图标)、icon(动态图标)进行可视化设计。
2.4 元素详细设计
(1)Part元素详细设计
该模型中有三种part元素,每种元素的加工工序和加工时间都不一样,如果要对机器元素一一设置,还需要对零件的种类进行判断,造成不必要的麻烦。在这里我们分别对part元素中的route选项进行设置,实现每种元素各归其路、互不影响的效果。
首先我们以part001元素为例介绍route的使用。按照已知条件,Part001产品经过的工序分别是2、1、3、5。首先对其route选项进行设计。如图2所示:
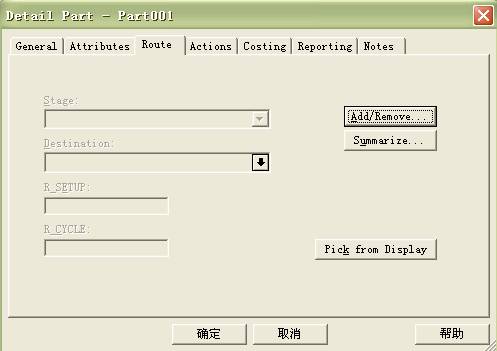
图2 part001元素route选项详细设计
在该选项卡中,stage表示产品的每道工序的加工序号。Part001产品共有4道加工工序,工序的加工序号分别是1、2、3、4、5。在这里注意的是,stage的加工序号比产品的加工工序多1,因为产品最后送出系统这一步骤还需要一道虚拟化的加工工序。通过选项卡右边的add/remove来对stage序号进行增加或移除。如图3所示:
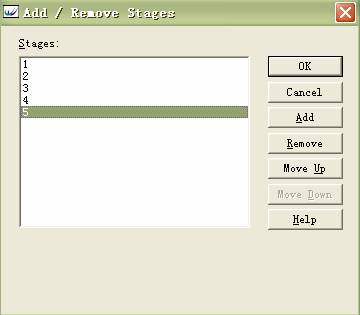
图3 增加或移除stage序号
在此,点击“add”按钮连续5次,出现5个stage序号。点击ok按钮,完成设置。
加工路线设定。如图4所示:
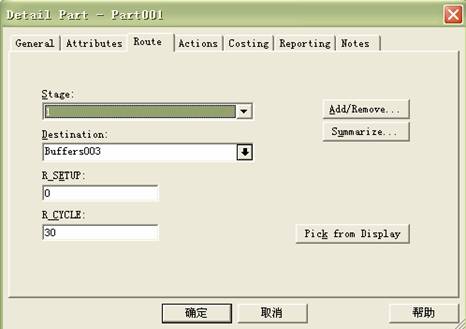
图4 具体设置各个stage
首先我们对1号stage进行设计。按照part001的加工需求,首先,该产品进入系统后接受的是第三道工序的加工,因此destination选项中输入或者点击右方的下拉菜单选择第三道工序机器前的缓冲区元素buffers003.表示该产品进入系统后,放在第三道工序前的缓冲区中,等待机器对其加工。
机器调整时间设定。图4中按顺序设置完工艺地点之后,R_setup是对机器加工该产品的机器调整时间设定。在该模型中假设机器在转换产品加工的过程中不需要机器调整时间。因此为0.
机器加工时间设定。R_CYCLE是对产品在该道工序加工时间的设定。如模型规定,part001在第三道工序的加工时间为30个时间单位。因此输入30即可。
以上是对stage1的详细设计,除此之外stage2至stage5的详细设计如图5至图8所示。
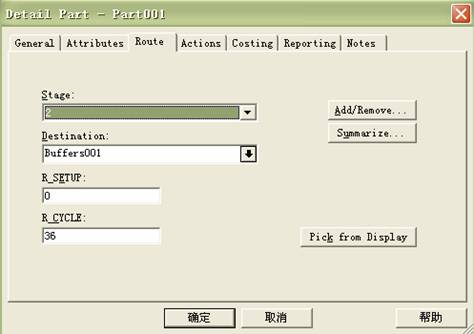
图5 stage2 详细设计
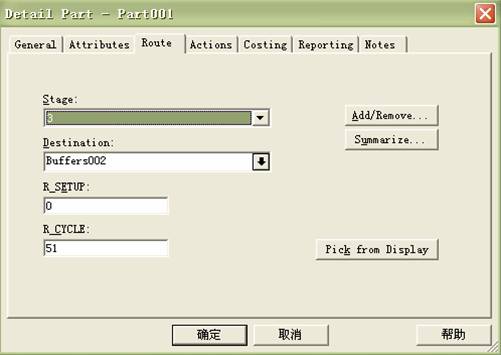
图6 stage3 详细设计
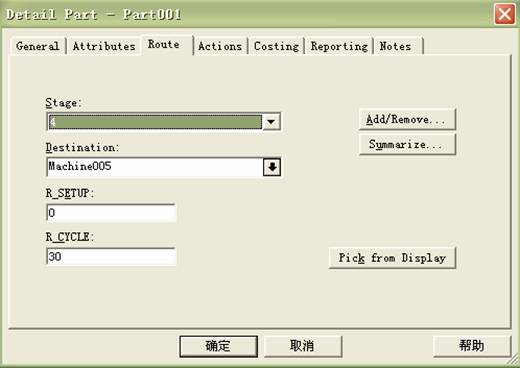
图7 stage4 详细设计
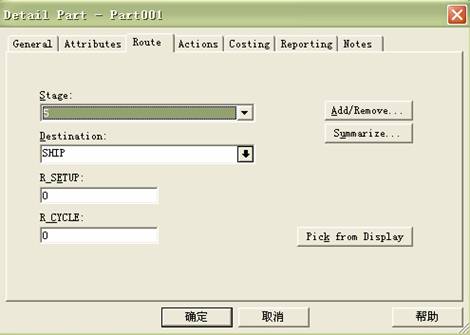
图8 stage5 详细设计
在此可以看出,最后一阶段是直接将最终一道工序加工的产品送出系统,所以其destination为ship。而其送出系统的时间为0。
最后,要对part001的general选项进行详细设计。如图9所示:
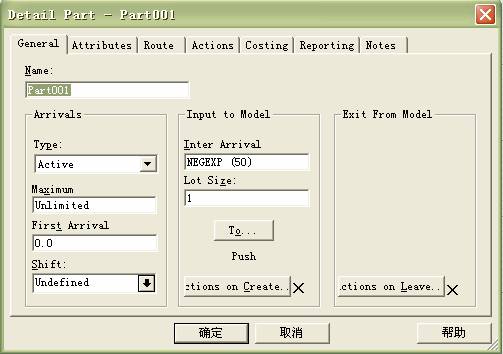
图9 part001元素general选项详细设计
其中,点击“to”按钮,输入:push to route,表示按照产品route选项中指定的路径运行。
Part002和part003产品的设定与part001设定步骤相同,只需将part001元素中的相关数据更换为其他产品所列的相关数据即可,参见表1。
(2)machine元素详细设计
Machine元素的设定基本相同,现以machine001为例介绍。具体设计如图10所示:
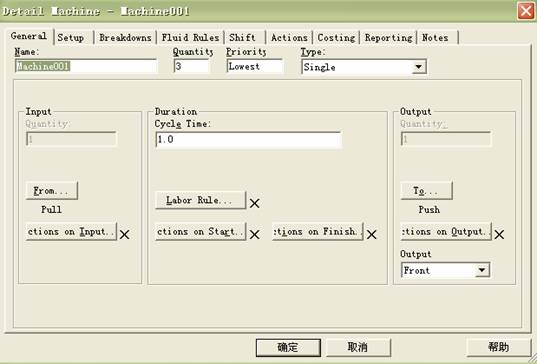
图10 Machine001详细设计
其中:
“from”中输入:pull from buffers001,该机器主动从该机器缓冲中取零件加工。
“to”中输入:push to route,表示被加工完成的产品按照其route指定路径运动。
其余machine元素仿照machine001进行设置。
三、 运行模型
系统运行一周(10080分钟),结果如表2所示:
表2 系统运行数据统计

上表可以看出,machine004是最繁忙的,忙率为99.58%。其余工序的加工机器都比较空闲。从运行结果也可以看出machine004前的buffers004中库存最多。而其余缓冲库存中基本没有库存积压。因此machine004为该模型中的瓶颈资源。