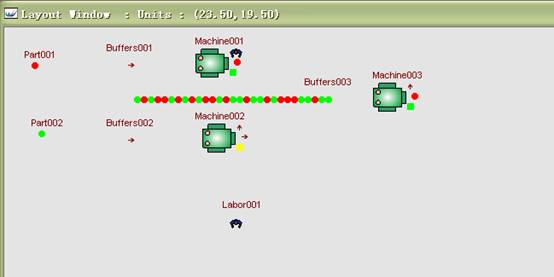
图1 模型最终界面
多产品加工Witness仿真模型
一、 模型描述
两种不同类型的零件到达工厂进行加工。零件1的到达间隔时间服从Uniform(10,20),所有时间单位为小时,首次到达时刻点为0。到达的零件1在一个专门给零件1指定的队列中等待,直到有操作员来处理(工厂里只有一个这种操作员),处理时间为7。
零件2的到达间隔时间服从均值为15小时的负指数分布,首次到达时刻点为0。零件2在另外一个队列中等待(该队列中只有零件2),直到工厂唯一的操作员来处理,处理时间为6。经过操作员的处理之后,所有的零件都进入一套全自动机器(无人)进行加工,加工时间服从Uniform(4,9),等待机器加工的队列遵循“先到先服务”规则,全自动机床会发生随机故障,故障间隔时间服从均值为5的负指数分布,发生故障后,需要操作员来进行维修,维修时间服从Triangle(0.5,1,2)的三角分布。零件在机器上加工完后退出系统,Witness仿真模型下载。
假设忽略所有的零件传送时间,运行仿真棋型5 000小时,以确定:
零件的平均系统逗留时间及两种零件各自指定队列的平均队长
;
资源(操作员和自动机床)的忙闲状况;
挖掘瓶颈并提出提高产量15%的方案;
二、 模型建立
2.1 模型最终界面
模型最终界面如图1所示:
图1 模型最终界面
2.2 元素说明
该模型的元素比较集中。两种不同的产品分别使用2种part元素来表示,产品进入系统后等待被加工的缓冲区用buffer元素表示,其余操作过程由machine元素代替。具体元素详见下表:
表1 元素说明
2.3 元素可视化设计
(1)Part元素可视化设计
Part元素包括part001和part002,只需对其name属性和style进行可视化设计即可。Style属性分别选择红色圆圈和绿色圆圈图案表示。如图1所示。
(2)Buffer元素可视化设计
Buffer元素主要有buffers001、buffers002、buffers003。都对其name属性和part queue属性可视化设计。其中part
queue属性选择queue选项中的right选项,表示零件从右到左的顺序排列。
(3) labor元素可视化设计
labor元素对其name属性和idle属性进行可视化设计。Idle属性设置的是劳动者序列中处于空闲状态的劳动者。设置图标如图1所示。
(4) machine元素可视化设计
Machine元素需要对其icon属性、part queue属性以及icon属性(静态图标)、icon(动态图标)进行可视化设计。
2.4 元素详细设计
(1)Part元素详细设计
两个Part元素设置基本相同,下面以part001为例,介绍详细设置过程。详细设计如图2所示:
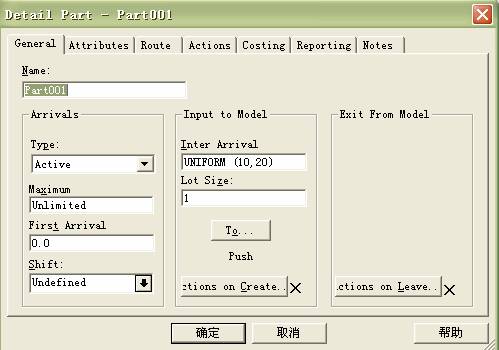
图2 part001元素详细设计
其中:
点击“To…”按钮,输入:push to buffers001,表示产品进入系统的时间间隔服从10到20之间的均匀分布。
特别需要指出的是:part002设置中只需要将inter arrival选项改为“negexp(15)”,“to”按钮中改为“push to
buffers002”即可,表示,产品2进入系统的时间间隔服从均值为15的负指数分布。进入系统后放在buffers002中暂时存放。
(2)machine元素详细设计
按照模型描述所讲,两个劳动者分别对两种产品分别进行加工。Machine001和machine002元素具体设计如图3和图4所示:
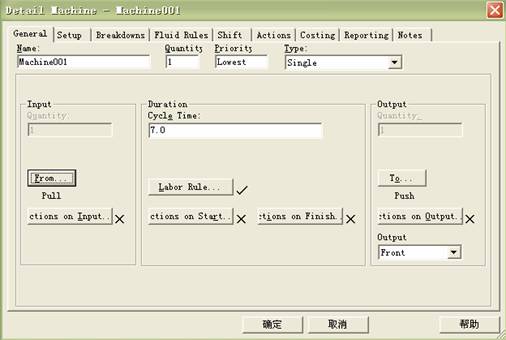
图3 machine001详细设计
其中:
“from”中输入:pull from buffers001,表示劳动者主动向存放区要零件进行加工。
“to”中输入:push to buffers003,表示被加工完成的产品暂时放在临时仓库保存。
Cycle time中输入:7,表示加工产品时间为7个仿真时间。
“labor rule”中输入:labor001,表示该机器由labor001操作。
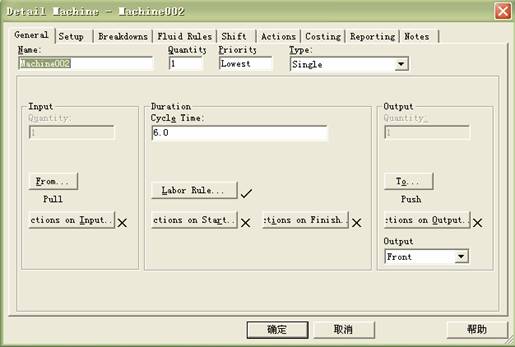
图4 machine002 详细设计
其中:
“from”中输入:pull from buffers002,表示劳动者主动向存放区要零件进行加工。
“to”中输入:push to buffers003,表示被加工完成的产品暂时放在临时仓库保存。
Cycle time中输入:6,表示加工产品时间为6。
“labor rule”中输入:labor001,表示该机器由labor001操作。
Machine003需要对General项目和Breakdown选项进行设置。具体设置分别如图5和图6所示:

图5 machine003 General选项详细设计
其中:
“from”中输入:pull from buffers003,表示机器主动向存放区要零件进行加工。
“to”中输入:push to ship,表示被加工完成的产品送出系统。
Cycle time中输入:UNIFORM (4,9),表示加工产品时间服从4到9之间的均匀分布。
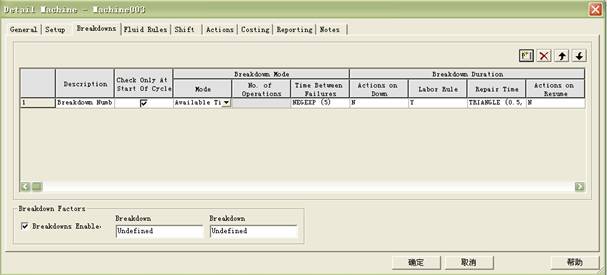
图6 machine003 breakdown选项详细设计
其中:
在breakdown mode中mode选项中选择“available time”,表示机器出现故障 间隔时间的累积是机器的可用时间;
在“time between
failures”中输入:“negexp(5)”,表示两次故障之间的间隔时间服从均值为5的负指数分布;
在breakdown duration中labor rule选项中输入:“labor001”,表示机器出现故障时需要劳动者进行修复
;
在“repair time”中输入:“triangle(0.5,1,2)”,表示修理机器的时间服从三角分布。
三、 运行模型
系统运行5000个时间单位,结果如表2所示:
表2 系统运行数据统计
上表可以看出,产品1和产品2在系统中的平均逗留时间分别为193.43和189.61。两种产品在缓冲区中平均队长为0、0.11、22.84。
表3 各个元素忙率统计

从上表可以看出,劳动者的忙率为49.7%,基本满足系统要求。三个机器忙率分别为46.4%、37.8%、80.31%。可以看出machine003为系统的瓶颈资源。
为此,为系统添加1台machine003,系统运行情况前后对比如表4所示:
表4 系统前后对比

可以看出,进入系统的产品在经过系统改动后完全被加工完成。