
图1 模型相关数据
半自动机床Witness建模设计
一、 案例说明
假设有一个生产一种产品的半自动机床组成的生产线,产品在该生产线上需要进行4道工艺,每到工艺由一台半自动机床,即产品先由人工安装到机床上、然后由机床自动加工,加工完毕后,由工人将产品卸下,工人再将下一个未加工产品安装到机床上去,如此循环。机床之间距离很近,可以不考虑物料搬运时间问题,每台机床前有一个容量为5的缓冲区,即上道工序加工完毕由工人卸载下来的产品直接放到下道工序的缓存中生产线由一名工人维护,系统布局及时间参数如下图所示。不考虑工人在工序间移动的时间。
图1 模型相关数据
上图中绿颜色边框表示四台半自动机床,机床中三行数据分别表示装载Load、自动加工Auto和卸载Unload所需的时间,所有时间单位为分钟,假设三项工作所需的时间均服从均匀分布。图中最左边的蓝色箭头表示:当首道工序前的产品全部加工完毕时,工人需要到仓库领取5件产品,领取产品需要的时间服从[10,15]的均匀分布。
建立该案例的仿真模型,运行1440Min,以产出为绩效指标,分析模型的瓶颈,仿真模型下载。
本案例的主要目的是:
介绍机器元素中multiple cycle类型机器的用法
熟悉buffer元素的可视化设计,机器元素的详细设计
如何根据系统运行所得的数据分析一条生产线的瓶颈所在
二、 建模设计
2.1 Witness仿真模型界面
本案例的仿真模型界面如下图所示。其中设计了四种类型的元素Part、Buffer、Machine和Labor,零件通过每个工作站加工后,在模型中都变化零件图标的颜色。

图2 模型最终界面
2.2 模型元素说明
表1 模型元素说明
2.3 元素可视化设计
(1)Buffer类型的元素可视化设计
Buffer类元素B1、B2、B3、B4主要对其name属性、rectangle属性和part
queue属性进行可视化设计。Rectangle属性对buffer元素的形状进行设计,即有五个放置缓冲零件的方框组成。Part queue属性中选择queue
type中的queue选项,零件排列方向为up。
(2)机器类型的元素可视化设计
Machine类元素M1、M2、M3、M4以及trans元素。Trans元素无需对其进行可视化设计,其余元素主要对其name属性、icon属性(静止图标)icon属性(动态显示图标)、part
queue属性以及labor queue属性进行可视化设计。在本模型中,part queue属性选择queue选项中的right方向,labor queue
属性选择queue选项中的up方向。
(3)labor元素可视化设计
Labor元素worker主要对name属性和idle属性进行可视化设计。
2.4 元素细节设计
(1)Buffer类型的元素细节设计
系统中四台机器前面的缓存具有相同的属性,即容量均为5,建立这些buffer之后,只需要修改其Name和Capacity即可,如下图所示。
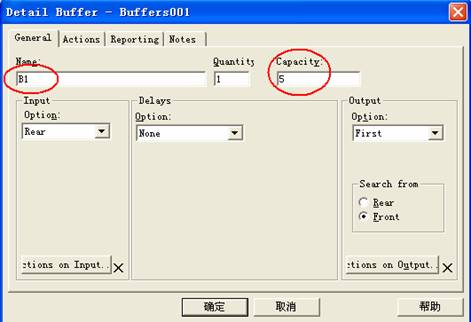
图3 buffer元素详细设计
(2)机器的细节设计
机器需要设计为Multiple
Cycle类型的机器,以便设计机器的装载、自动加工和卸载项目。如下以第一台机器M1为例,示例如何进行机器的细节设计,设计项目和过程如下图所示。具体的设计内容参看模型中对应的元素。
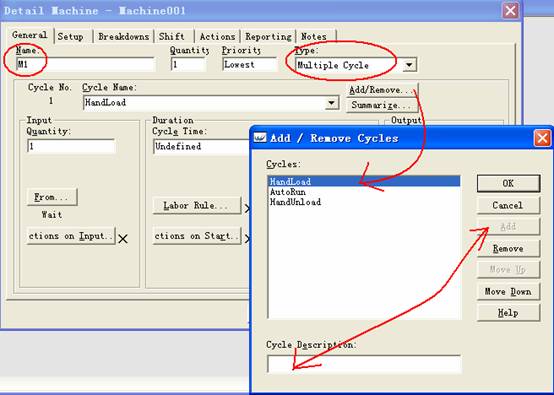
图4 机器元素详细设计
Handland表示工人手动将零件放到半自动车床上的相关参数进行的设置;autorun表示机器自动加工零件相关参数的设置;handunload表示工人手动将零件从车床上卸载放到下一道工序之前的缓冲区的相关参数的设置。M1参数设置如图5所示。

图5 机器M1元素详细设计
机器M2、M3、M4与M1设置相似,只需按照图1中所提供的相关数据进行对应的设置即可。
(3)Product和Worker元素的细节设计
这两种元素使用Witness的元素模板建立对应元素后,只需要修改它们的名称即可,无需进行更多的设计。
(4)Trans机器的细节设计
Trans机器在模型中的作用是实现当B1种没有零件时,工人搬运5件零件的过程,这个过程需要占用Worker,占用时间为工人的搬运时间,因此Trans机器其实是一个为了实现特定功能、而并不真正存在于实际系统中的虚拟机器。具体详细设计如图6所示。
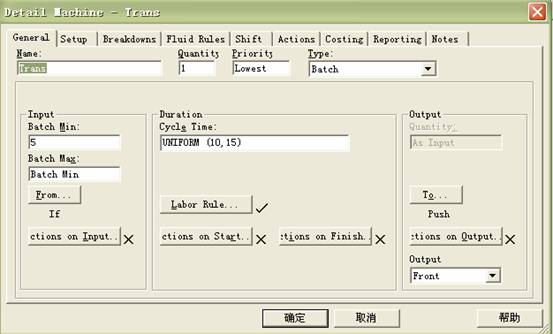
图6 trans机器详细设计
其中:
点击“from”按钮,输入
IF NPARTS (B1) = 0
PULL from Product out of WORLD
ELSE
Wait
ENDIF
点击“to……“按钮,输入:PUSH to B1
点击“labor rule”按钮,输入:worker
三、 仿真分析
机器运行1440min后得出的结果如表2和表3所示。
表2 加工机器的统计数据表
注:
四台加工机器的忙率都在84%以上,M1甚至达到了94.85%。
机床等待工人的时间比率比较高,最低为M2的2.53%,最高的为M3的5.17%。
Trans的忙率是工人领取零件进入系统的时间比率,即工人有6.36%的时间用于领取和搬运零件。
表3 存储区域统计数据表
注:
B1的平均存量和存储时间较长,而后续的三个缓存平均存量都比较低。
结合M1的忙率为最高,和B1的平均存储时间最长,可以考虑改善M1的作业速度来提高系统的整体产出,同时可以考虑增加一名工人,产量最少要增加2.53%。当前系统整体产出,就是表1中M4的完成操作数量32。